

inchiesta
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

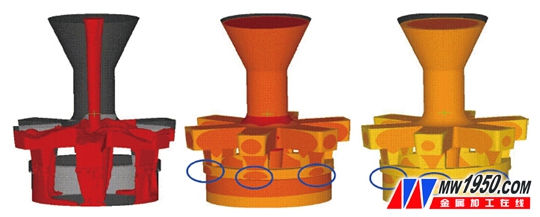
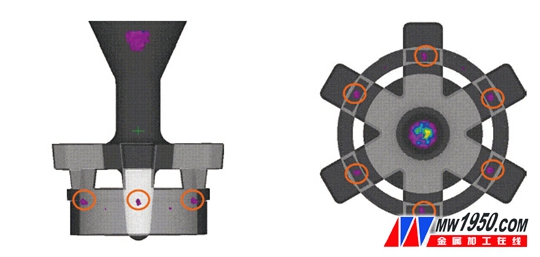
Casting CAE simulation technology utilizes the comprehensive calculation of computer technology to optimize the traditional casting process, reduce the cost of the product, and improve the competitiveness of the foundry enterprise. In this paper, the casting CAE simulation software ProCAST is used as a tool, and the typical investment casting of our company, the bushing, is taken as an example to introduce the application of casting simulation software in the improvement of casting process.
The produced parts are including Auto parts,Agricultural machinery parts, construction scaffolding parts Marine valve and pump components and hydraulic parts etc. Architectural,Machinery,Medical; Food Machinery, Valves and so on. The material which we used Aluminium; Bronze; Brass; Copper; carbon steel; stainless steel and so on.



March 28, 2024

March 15, 2024

February 27, 2024

September 19, 2024
Mail a questo fornitore
March 28, 2024
March 15, 2024
February 27, 2024
September 19, 2024
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.